")
- GST No. 27AWSPP3394G1ZU
- Send SMS
- Send Email

0 - 9.45 Lac / piece
| Business Type | Manufacturer |
| Brand Name | Purohit |
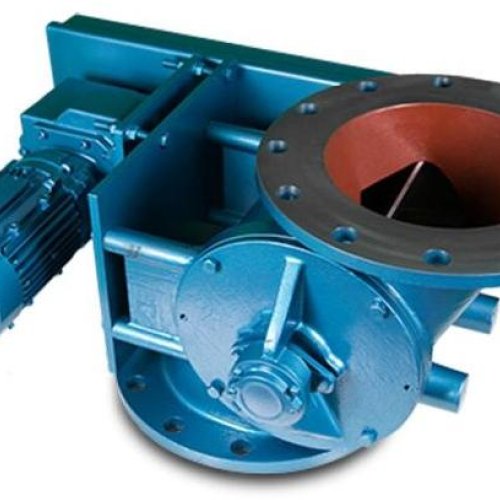
| Material | Mild Steel,Stainless Steel |
| Color | Blue,Sky Blue |
| Click to view more | |
Product Details
Power
Hydraulic
Pressure
High
Application
Industrial
Certification
ISO 9001:2008 Certified
Voltage
220v
Type
Rotary Airlock Valve
Structure
Double Half Shaft
Country of Origin
India
Port
JNPT
Packaging Details
export worthy
Rotary Airlock Valve is an essential component in industrial processes, designed to efficiently control the flow of bulk materials while maintaining airtight integrity. Crafted from premium materials such as stainless steel and mild steel, this valve ensures durability, reliability, and longevity, making it an indispensable asset in various industrial applications.
Key Features:
-
Material Choice: This Flange Rotary Airlock Valve is available in two material options: stainless steel and mild steel. Stainless steel offers exceptional corrosion resistance, making it ideal for environments where exposure to moisture or corrosive substances is a concern. Mild steel, on the other hand, provides robust structural support and is suitable for less demanding applications.
-
Precision Engineering: The valve is precision-engineered to ensure tight sealing, minimizing air leakage and preventing material contamination. Its flange design allows for easy integration into existing systems.
-
Versatility: It is designed to handle a wide range of bulk materials, including powders, granules, pellets, and other solid materials. This versatility makes it suitable for use in industries such as food processing, pharmaceuticals, chemicals, and agriculture.
-
Durable Construction: Both stainless steel and mild steel variants are built to withstand harsh industrial conditions, ensuring a long service life. This durability minimizes maintenance requirements, reducing downtime and operational costs.
-
Easy Maintenance: The valve is designed with maintenance in mind, featuring easy access for cleaning and servicing. This facilitates quick and efficient maintenance routines, further enhancing its reliability.
-
Airlock Functionality: The rotary design of the valve effectively locks in air, preventing it from entering the system while allowing materials to flow smoothly. This maintains consistent pressure and airflow within the system.
Applications: The Flange Rotary Airlock Valve finds applications in a variety of industries, including:
-
Food Processing: It aids in the controlled discharge of ingredients, ensuring accurate batching and minimizing product contamination.
-
Pharmaceuticals: Maintains a sterile environment by preventing air and foreign particles from entering sensitive processing areas.
-
Chemical Industry: Facilitates the precise feeding of chemicals into production processes while minimizing spillage.
-
Agriculture: Used in grain handling and processing systems to control the flow of seeds, grains, and other agricultural products.
-
Material Handling: Ensures the reliable transfer of bulk materials in manufacturing and production facilities.
Looking for "Rotary Airlock Valve" ?
Piece










